





▄øĖÓ╣ÓčbĘŌ╬▓ÖCĮYśŗ╝░╣żū„įŁ└Ē╚½├µĮŌ╬÷ĮķĮB
▄øĖÓä®╣ÓčbĘŌ╬▓ÖC╚½ĘQ╚½ūįäė▄øĖÓ╣ÓčbĘŌ╬▓ÖC╗“╣ÓčbĘŌ╬▓ÖCŻ¼▀@ĘN░³čbÖCąĄ▀mė├ė┌Įī┘╣▄Ą─╣Óčb┼cĘŌ╬▓Ż¼Ųõ░³└©▌ö╣▄Īó╣ÓčbĪóĘŌĄūĄ╚╚²éĆų„ę¬╣”─▄ĪŻ
╩│ŲĘ░³čbÖCąĄŽÓĻPś╦£╩
╚½ūįäė▄ø╣▄╣ÓčbĘŌ╬▓ÖCś╦£╩Ż║JB/T 10799-2007
ĮYśŗ╝░╣żū„įŁ└Ē

(ę╗)ĮYśŗ
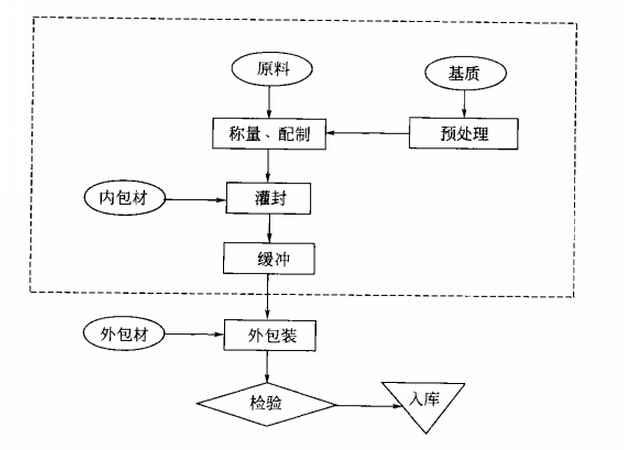
ųŪ─▄ĮøØ·ą═▄øĖÓä®╣ÓčbĘŌ╬▓ÖC╣Óčb▓┐Ęųų„ę¬ė╔▌ö╣▄ÖCśŗĪó╣ÓčbÖCśŗĪó╣ŌļŖī”╬╗ÖCśŗĪóĘŌ┐┌ÖCśŗĪó│÷┴ŽÖCśŗ╝░¤o╗¼▓Ņ¤o╝ēš{╦┘Ų„ĮM│╔ĪŻ
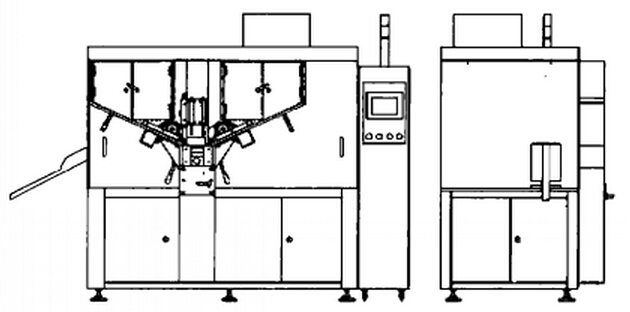
1.įOéõ┐žųŲ├µ░Õ
įOéõ┐žųŲ├µ░Õ╚ńłD╩Š
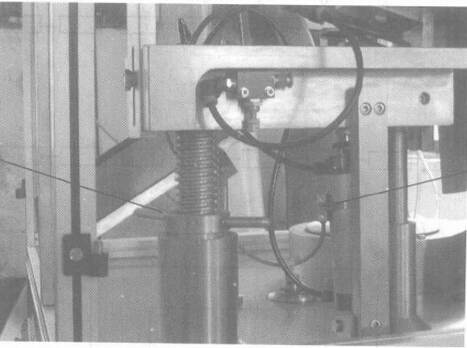
2.ÖCŲ„ų„¾wĮYśŗ
░┤Ųõ╣”─▄Ż¼┐╔Ęų×ķ╬ÕéĆĮM│╔▓┐ĘųŻ║:▌ö╣▄ÖCśŗĪó╣ÓčbÖCśŗĪó╣ŌļŖī”╬╗čbų├ĪóĘŌ┐┌ÖCśŗĪó│÷╣▄ÖCśŗĪŻ
Ųõ═Ōą╬╩ŠęŌłDęŖłDĪŻ
(Č■)▌ö╣▄ÖCśŗ
▄øĖÓä®╣ÓčbĘŌ╬▓ÖC═Ōą╬łD
ó┘┴ŽČĘ┴ŽČĘ ėąę╗éĆŽ“║¾Ą─āAĮŪ╝┤┼c╦«ŲĮ├µĄ─ŖAĮŪŻ¼╝┤╣▄ČĘī¦▄ēĄū░ÕĄ─Ė▀Č╚╝░āAĮŪ┼c╔Ž╣▄Ę÷╩ų▒Ż│ųę╗ų┬ĪŻ
ó┌╔Ž╣▄Ų¹Ėū Ė∙ō■ų„ÖC▐D╦┘Ą─Ė─ūāČ°ŽÓæ¬Ė─ūā╔Ž╣▄Ų¹ĖūĄ─▀\ąą╦┘Č╚ĪŻ7-2-6łD
ó█╔Ž╣▄Ę÷╩ų į┌╔ŽŚUŲ¹Ėū▓╗öÓĄ─ū„ė├Ž┬Ż¼╔Ž╣▄Ę÷╩ųą²▐D╝s90ĪŃŻ¼┼cē║╣▄Ų„┼õ║Žīó▄ø╣▄ķgą¬Ąž╦═╚╦╣▄▒Łā╚ĪŻ╔Ž╣▄Ę÷╩ų┼cĘ┼╣▄ē║░Õęį╝░ē║╣▄Ų¹ĖūĄ─äėū„į┌Ģrķg╔ŽĄ─┼õ║Žų▒Įėė░Ēæ╔Ž╣▄┘|┴┐ĪŻęŖŽ┬łD
(2)╣ÓčbÖCśŗ ╣ÓčbÖCśŗė╔╔²Ė▀Ņ^ĪóßīĘ┼Łh║═╠Į╣▄čbų├Īó▒├ķy┐žųŲÖCśŗĪó╗Ņ╚¹▒├Īó┤ĄÜŌ▒├Īó┴ŽČĘ┴∙▓┐ĘųĮM│╔ĪŻ
ó┘╔²Ė▀Ņ^īó╣▄ū∙į┌╣Óčb╬╗ų├╔Ž═ąŲŻ¼╔²Ė▀Ņ^ā╔▀ģŪČėąė└Š├┤┼ĶFŻ¼╬³ūĪ╣▄ū∙Ż¼▒ŻūC╔²Ė▀äėū„ĘĆČ©ĪŻ┐š╣▄ļSæzū∙╔Ž╔²Ż¼╣▄╬▓╠ū╚ļćŖūņŻ¼═¼Ģr╠¦ŲßīĘ┼ŁhĪŻ
ó┌ßīĘ┼Łh║═╠Į╣▄čbų├ėą┐š╣▄į┌╣▄ū∙ĢrŻ¼╣▄ūėļS╣▄ū∙╔²Ė▀ĪŻ═ŲĖ▀ßīĘ┼Łh╝s5mmŻ¼═©▀^┐ū▌SŻ¼ē║Ž┬ßīĘ┼ŁhųŲäėŚUŻ¼ØL▌åīóØLÆÓ▄ēē║Ž┬Ż¼┼cųŲäėŚUŽÓ╗ź╣┤ūĪŻ¼Ä¦äė▒├Ą─ø_│╠▒█äėū„Ż¼ė╔▀BŚUĦäė╗Ņ╚¹ŚU═∙Ū░▀\äėŻ¼öDē║▄øĖÓīŹ¼F╣ÓčbĪŻ
╣▄ū∙╔Ž¤o┐š╣▄ĢrŻ¼╣▄ū∙╔²Ė▀Ż¼ßīĘ┼Łh▓╗äėū„.ØL▌å▄ē▓╗┼cųŲäėŚUŽÓ╣┤Ż¼▓╗─▄Ħäė▒├ø_│╠▒█äėū„Ż¼╣╩▓╗─▄╣ÓčbĪŻĘ└ų╣ø]ėą╣▄ūėĢrŻ¼ĖÓ¾wćŖ│÷╬█╚ŠÖCŲ„ĪŻ
ó█▒├ķy┐žųŲÖCśŗ ╗Ņ╚¹▒├ę╗Ņ^Įė┴ŽČĘ▀MĖÓ¾wŻ¼┴Ēę╗Ņ^═©Ž“╣ÓčbćŖūņĪŻ«ö╗Ņ╚¹ø_ų┴ūŅŪ░╬╗ų├ĢrŻ¼▒├ø_│╠▒█╔ŽĄ─┬▌ßö░č▓ČūĮŲ„ßīĘ┼Ż¼▓ČūĮŲ„Ą─▐D▒█ō╬ūĪ╠ū═▓Ż¼═¼Ģrė╔ė┌╗Ņ╚¹═╣▌å╣żū„Ż¼╩╣╠ū═▓╔ŽęŲŻ¼═©▀^▓ČūĮŲ„Ą─▐D▒█Ż¼Ä¦äė²XŚlę╗Ų╔Ž╔²Ż¼Å─Č°▐Däė▒├ķyŻ¼īó┴ŽČĘ│÷┐┌┼c▒├Ėū▀B═©Ż¼╗Ņ╚¹║¾═╦ĢrŻ¼ĖÓ¾w╝┤Å─┴ŽČĘ╬³╚╦╗Ņ╚¹▒├ā╚ĪŻ╗Ņ╚¹Ž“║¾ęŲäėŻ¼²XŚlŽ┬ęŲŻ¼▒├ķyėų│»ŽÓĘ┤ĘĮŽ“▐DäėŻ¼┼c┴ŽČĘ▀B═©ķy┐┌ĻPķ]Ż¼▒├Ėū┼cćŖūņ▀B═©ķy┐┌┤“ķ_Ż¼ĖÓ¾wÅ─ćŖūņē║╚╦╣▄ūė(ęŖłD)ĪŻ
ó▄╗Ņ╚¹▒├ Ųõū„ė├╩Ū═©▀^╗Ņ╚¹Ą─═∙Å═▀\äėŻ¼░čĖÓ¾w╬³╚╦▒├ā╚ĪŻį┘ē║│÷╣Ó▀M╣▄ūė└’ĪŻ╗Ņ╚¹ąą│╠┐╔╬ó┴┐š{╣ØŻ¼▀_ĄĮš{╣Ø╣Óčb┴┐Ą──┐Ą─ĪŻ
įōÖC╔ŽĄ─╗Ņ╚¹▒├▀Ćėą╗ž╬³Ą─╣”─▄Ż¼╩╣╣ÓčbćŖūņ_▓ĘĄ─Üł┴Ž▓╗Ģ■┼÷ĄĮ╣▄▒┌╬▓▓┐Ż¼Č°ė░ĒæŽ┬Ą└▄ł╬▓╣żą“ĪŻ╗ž╬³Ą─ū„ė├╩Ū┐┐╗Ņ╚¹Ą─┐žųŲ═╣▌åĪŻ╗Ņ╚¹į┌Ž“Ū░ø_ĄĮĒö║¾Ż¼▒├ķy╔ą╬┤▐DäėŻ¼▄ø╣▄ę▓╬┤ļxķ_ćŖūņĢrŻ¼╗Ņ╚¹Ž╚▌p╬óĄžĘĄ╗ž╚¶Ė╔Ż¼╩╣ćŖūņ═ŌĄ─ĖÓ¾w┐s╗žę╗Č╬ŠÓļxŻ¼┼c┤╦═¼ĢrŻ¼┤ĄÜŌ▒├ķ_╩╝╣żū„Ż¼ęį┤Ąā¶ćŖūņČ╦▓┐Ą─ĖÓ┴ŽĪŻ
ó▌┤ĄÜŌ▒├į┌▒├¾wā╔é╚čbėąā╔éĆąĪ╗Ņ╚¹┤ĄÜŌ▒├ĪŻ┤ĄÜŌ▒├Ą─╗Ņ╚¹ŚUļS▒├ķy╗ž▐DČ°Ž“╔Ž═ŲäėŻ¼«ö╣ÓčbĮY╩°Ż¼ķ_╩╝╗ž╬³Ż¼═¼Ģr▒├ķyĄ─▐Däė²X_╔Žō▄ēK═Ųäė┤ĄÜŌ▒├Ą─ŚU╔ŽØL▌åŻ¼┤ĄÜŌ▒├│÷┐┌║═ćŖūņ▀B═©Ż¼┤ĄÜŌ▒├ųąē║┐s┐šÜŌ┤ĄŽ“ćŖūņŻ¼īóėÓ┴Ž┤Ąā¶ĪŻ
ó▐┴ŽČĘ ┴ŽČĘį┌╗Ņ╚¹▒├╔ŽĘĮŻ¼┼c╗Ņ╚¹▒├▀M┴ŽķyķTŽÓ═©Ż¼ė╔▓╗õPõō▓─┴ŽųŲ│╔ĪŻĖÓ¾wżČ╚▌^┤¾ĢrŻ¼ŖAīė┴Ž═▒▒Ż£ž╝ė¤ß╦«ŽõįOėŗ░▓čbį┌└õģs╦«ÖCĄ─▒│├µŻ¼ėąā╔éĆĮė╦«┐┌Ż¼Ųõųąę╗éĆ×ķ▀M╦«┐┌Ż¼┴Ēę╗éĆ×ķ│÷╦«╚šŻ¼ā╚▓Õę╗ų¦╗“ā╔ų¦(Ė∙ō■)ļŖ╝ė¤ß╣▄(ęŖłD)
ó▀ūó┴Ž╣ŌļŖķ_ĻPįō╣ŌļŖķ_ĻP×ķūó┴Ž╣ŌļŖķ_ĻP
(═¼ĢrŲ¤o╣▄▓╗ūó┴Žū„ė├)ĪŻ«ö▄ø╣▄į┌┤╦╣ż╬╗ĢrŻ¼įō╣ŌļŖķ_ĻP─▄┼ąöÓ▄ø╣▄╩ŪʱĄĮ╬╗Ż¼īóą┼╠¢é„▌öų┴┐žųŲ▓┐Ż¼╣ÓčbŽĄĮyųą£╩┤_Ąžīó╬’┴Žūó╚╦Ī▓╗“▓╗ūó╚╦)å¢ą¬═Ż┴¶į┌╣Óčb╣ż╬╗╔ŽĄ─▄ø╣▄ā╚ĪŻ
įō╣ŌļŖķ_ĻPę▓ŲėŗöĄū„ė├.«ö╗ž▐D▒P_╔ŽĄ─▄ø╣▄Įø▀^┤╦ķ_
ĻPĢrŻ¼ėøõøŽ┬╦³Ż¼ęįėŗ╦Ńęč╣ÓčbĄ─▄ø╣▄┐éöĄ╗“╩┬Ž╚įOČ©╔·«aöĄ┴┐Ż¼īŹ¼FČ©┴┐═ŻÖC(ęŖłD),
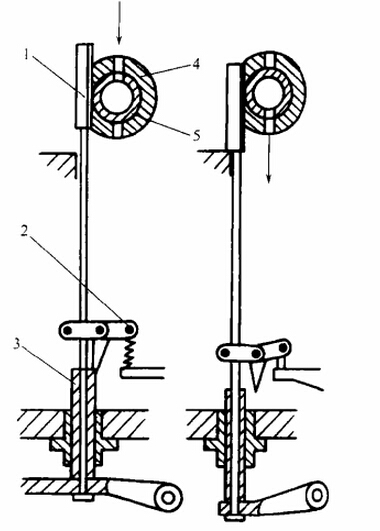
óÓ╣ÓčbÖCśŗ╣Óčb╗Ņ╚¹äėū„╩ŠęŌłDęŖłD,▄øĖÓä®╣ÓčbĘŌ╬▓ÖCĄ─╣Óčb╦Ä╬’┴„│╠šf├„:
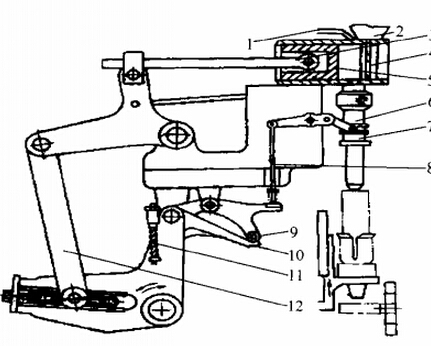
═╣▌åĪ·╣▄ū∙╠¦ŲĪ·▄øĦ┼÷ĄĮßīĘ┼Łh(7)Ī·ĒöĖ▄(8)Ī·Ž┬ē║ö[ŚUĪ·īóØL▌å(9)ē║╚╦ØL▌å▄ē(10)Ī·ø_│╠ōu▒█(12)Ī·╗Ņ╚¹ŚU3(Ž“ėę)Ī·ĖÓ┴ŽöD│÷
╚ń╣▄ū∙╔Ž¤o▄ø╣▄üĒ═ŲäėßīĘ┼ŁhŻ¼└Ł╗╔(11)╩╣ØL▌å(9)╠¦ŲŻ¼═╣▌å┐š▐DŻ¼ø_│╠ōu▒█▓╗äėŻ¼īŹ¼F¤o╣▄▓╗╣ÓĪŻ╝╚Ę└ų╣╦Ä╬’Č▐╩¦Ż¼ėų▓╗Ģ■╬█╚ŠÖCŲ„║═▒╗Ų╚═Ż▄ćŪÕ└ĒĪŻ
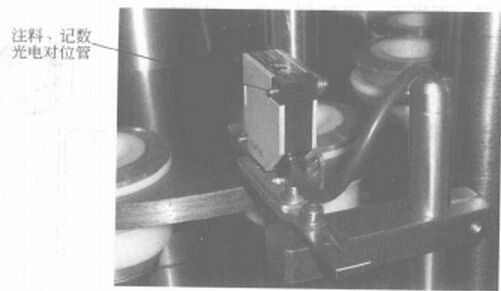
(3)╣ŌļŖī”╬╗ÖCśŗ įō╣ŌļŖķ_ĻP┼c┐žųŲŲ„ĪóWäėŲ„Īó▓Į▀MļŖÖCĄ╚┼õ║Ž┤_Č©╔½ś╦╬╗ų├Ż¼╩╣▄ø╣▄Ą─łD░Ė╬╗ė┌š²┤_╬╗ų├ĪŻ
╣ŌļŖī”╬╗╩╣ė├Ą─╩ŪĘ┤╔õ╩Į╣ŌļŖķ_ĻP┐žųŲ▓Į▀MļŖÖCĦäė╣▄ū∙▐DäėĄ─Ż¼▓Į▀MļŖÖCėųĘQ├}äė±R▀_ĪŻ╦³╩Ūę╗ĘNīóļŖ├}ø_ą┼╠¢▐DōQ×ķĮŪ╬╗ęŲĄ─ļŖ┤┼ÖCąĄŻ¼Ųõ▐DūėĄ─▐DĮŪ┼c▌ö╚╦Ą─ļŖ├}ø_öĄ│╔š²▒╚ĪŻ╦³Ą─▀\äėĘĮŽ“╚ĪøQė┌╝ė╚╦├}ø_Ą─Ēśą“Ż¼└¹ė├ę╗ĘNĮėĮ³ķ_ĻP┐žųŲŲ„┐žųŲ▓Į▀MļŖÖCĄ─▐D╦┘Ż¼Ę┤╔õ╩Į╣ŌļŖķ_ĻPį┌ūRäe╔½ś╦Ą─▀^│╠ųą┐žųŲ▓Į▀MļŖÖCĄ─▐DĮŪ║═ųŲäėļŖÖCĪŻ
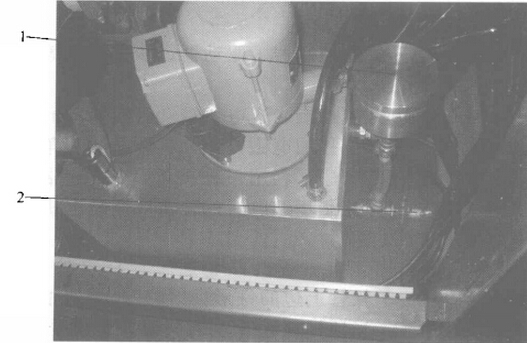
«ö╣▄ū∙µ£Ąų▀_╣ŌļŖī”╬╗╣ż╬╗ĢrŻ¼ėąę╗╠ß╔²═╣▌å═©▀^ĒöŚU(6)ĒöŲ┼Ųū∙(3)╝░▄ø╣▄ĪŻ
(2)Ż¼╩╣╣▄ū∙ļxķ_╣▄ū∙µ£Ż¼╬╗ė┌▄ø╣▄╔Ž▀ģĄ─ÕFą╬ŖA(1)ė╔╔Ž▀ģĄųūĪ╣▄┐┌ĪŻĒöŚUŽ┬Č╦║═▓Į▀MļŖÖC▌Sęį²X▓█é„äėµ£(5)ŽÓ▀BĪŻ«öĒöŚUĒöŲßśū∙Ą─═¼ĢrŻ¼ę▓Š═╩▄▓Į▀MļŖÖCĦäėČ°ķ_╩╝ą²▐DŻ¼ĮøūRäe╣Ōś╦Ą╚ļŖ┬Ę┐žųŲŻ¼╩╣▄ø╣▄▐DĄĮ║Ž▀mĘĮ╬╗ĢrŻ¼▓Į▀MļŖÖCųŲäėŻ¼ĒöŚU╗ž┬õŻ¼╣▄ū∙į┌╣▄ū∙µ£╔ŽÅ═╬╗Ż¼Ą╚┤²é„╦═ĄĮŽ┬ę╗éĆ╣ż╬╗ĪŻ╣ŌļŖķ_ĻPļxķ_╔½ś╦║¾Ż¼▓Į▀MļŖÖCųžą┬ķ_╩╝ą²▐DŻ¼£╩éõŽ┬ę╗éĆ╣żū„裣hĪŻ
(4)ĘŌķTÖCśŗ ▄ø╣▄ūįäė╣ÓčbĘŌ╬▓ÖC╔ŽĄ─ĘŌķTÖCśŗ╩Ūčbį┌ę╗éĆīŻķTĄ─ĘŌ┐┌ÖC╝▄╔ŽĄ─Ż¼į┌▀@éĆÖC╝▄╔Žčbėą6ī”ĘŌķTŃQĪŻ╣▄ū∙µ£īó░┤ę╗Č©ĘĮ╬╗Ę┼ų├Ą─▄ø╣▄╣▄╬▓Ž╚╦═ų┴Ą┌ę╗ī”ŲĮ┐┌ŃQ╠ÄŻ¼═Ļ│╔╣▄╬▓ē║ŲĮĪŻ╚╗║¾░┤╣Øū∙µ£Ą─ķgą¬ų▄Ų┌Ż¼├Ęų¦▄ø╣▄į┘ę└┤╬═©▀^Ą┌ę╗┤╬š█»BŃQš█▀ģ;Ą┌Č■┤╬ŲĮ┐┌ŃQē║ŲĮš█▀ģ;Ą┌Č■┤╬š█»BŃQį┘š█▀ģ;Ą┌╚²┤╬ŲĮ┐┌ŃQē║ŲĮĪóš█▀ģ╝░ūŅ║¾Ą─▄ł╗©ŃQīóš█▀ģ╠Ä▄ł╗©ĪŻ
(5)│÷┴ŽÖCśŗ ĘŌ╬▓║¾Ą─▄ø╣▄ļS╣▄ū∙µ£═Ż╬╗ė┌│÷┴Ž╣ż╬╗ĢrŻ¼ų„▌S╔ŽĄ─│÷┴Ž═╣▌åĦäė│÷┴ŽĒöŚU╔Ž╠¦Ż¼Å─╣▄ū∙Ą─ųąą─┐ūīó▄ø╣▄Ēö│÷Ż¼╩╣ŲõØLĘŁĄĮ│÷┴Žą▒▓█ųąŻ¼╗¼╚╦▌ö╦═ĦŻ¼╦═╚ź═Ō░³čbĪŻ×ķ▒ŻūCĒö│÷äėū„Ēś└¹▀MąąŻ¼ĒöŚUųąą─æ¬┼c╣▄ū∙ųąą─ī”š²ĪŻ
(6)¤o╗¼▓Ņ¤o╝ēš{╦┘Ų„ ▀@└’ĮķĮB²Xµ£╩Į¤o╝ēš{╦┘Ų„Ż¼ęŖłDš{╦┘▌S╔ŽĄ─ū¾Īóėęą²┬▌╝yŻ¼┐╔╩╣ę╗ī”š{╦┘Ė▄ŚU└@Ńqµ£▌S╔ŽĄ─ŃqõNū÷ŽÓī”ōuäėŻ¼═¼ĢrĦäėā╔ī”┐╔Ęų║ŽĄ─Ħ²Xµ£▌åÅłķ_╗“║ŽönŻ¼▀@śėŠ═┐╔Ė─ūā²Xµ£į┌ā╔ī”µ£▌å╔ŽĄ─Įėė|░ļÅĮŻ¼Å─Č°Ė─ūā“īäė▌S┼c▌ö│÷▌SĄ─é„äė▒╚ĪŻ
╔Žę╗Ų¬Ż║ūįäėČ©┴┐▄øĖÓä®╣ÓčbĘŌ╬▓ÖCįOéõĄ─▓┘ū„▓Į¾EųĖī¦ 2015/4/22
Ž┬ę╗Ų¬Ż║┬▌Įz░³čbÖCĮķĮB 2014/3/26