





ā╚¤ß╚½ūįäė▄ø╣▄╣ÓčbĘŌ╬▓ÖC▓┘ū„▓Į¾EłD╩Š
ā╚¤ß╚½ūįäė▄ø╣▄╣ÓčbĘŌ╬▓ÖCĮYśŗ╚ńłDŽ┬╦∙╩Š

▄ø╣▄ūįäė╣ÓčbĘŌ╬▓ÖC▓┘ū„▓Į¾EłD╩Š
1.ķ_ÖCŪ░£╩éõ
(1)īó╦▄┴Ž▄ø╣▄Ę┼╚╦╣▄▓█ųąŻ¼ö[Ę┼š¹²R;š{š¹│÷╣▄┐┌Ė▀Č╚ĪŻ
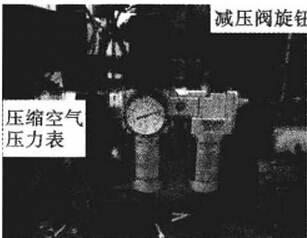
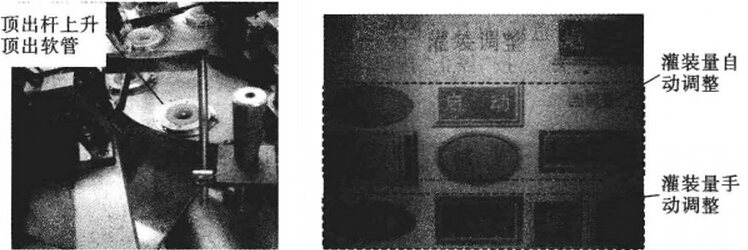
(2)┤“ķ_┐šē║ÖCķ_ĻPŻ¼Įė═©ÜŌį┤Ż¼š{š¹£pē║ķyą²ŌoŻ¼╩╣╣żū„ē║┴”ĘĆČ©į┌0.5Ī¬0.6MPaŻ¼▓óÖz▓ķĖ„▓┐╬╗ėą¤o┬®ÜŌ¼FŽ¾(łD╩Š)ĪŻ
(3)┤“ķ_└õģs╦«ķ_ĻPĪŻ
(4)īó▄øĖÓčb╚╦┴Ž═▓ųąŻ¼▓ó▓╗╔┘ė┌1/4ĪŻ
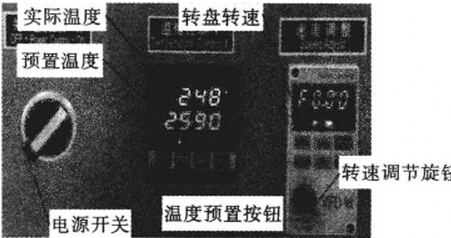
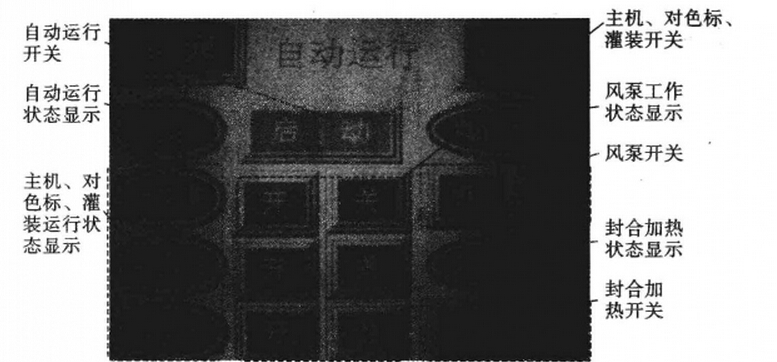
2.ķ_ÖCĮė═©▒ŠÖCļŖÜŌ╣±╔ŽļŖį┤ķ_ĻPŻ¼īó┐žųŲ├µ░Õ╔ŽļŖį┤┐žųŲķ_ĻP░Ōų┴"ķ_"Ą─╬╗ų├Ż¼┐žųŲ├µ░Õ╔Ž"91Č╚┐žųŲ"āx▒Ē▒PųĖ╩Š¤¶┴┴Ż¼’@╩ŠīŹļH£žČ╚║═╔Ž┤╬ŅAų├£žČ╚ųĄŻ¼"╦┘┬╩š{š¹"š{ŅlŲ„’@╩ŠöĄųĄ(łD),PLCė|├■Ų┴’@╩Š│§╩╝Įń├µŻ¼▀M╚╦"╣ÓčbĘŌ╬▓ÖCūįäė┐žųŲŽĄĮy"(łD)ĪŻ³cō¶"ųą╬─"░┤ŌoŻ¼▀M╚╦ūįäė┐žųŲŽĄĮyųą╬─ų„▓╦å╬Įń├µ(łD)ĪŻ

3.Ė„╣ż╬╗Öz▓ķ┼cš{š¹▀xō±"╩ųäėš{š¹"╣żū„─Ż╩ĮŻ¼▀M╚╦╩ųäėš{š¹▓┘ū„┐žųŲŽĄĮy(łD╩Š)Ż¼ę└┤╬░┤Ž┬"╔Ž╣▄"Īó"ē║╣▄"Īó"┴Žķy"Īó"┴ŽĖū"Īó"╔½ś╦"Īó"ĘŌ║Ž"░┤ŌoŻ¼Öz▓ķĖ„╣ż╬╗╩Ūʱš²│Ż╣żū„ĪŻ
(1)╔Ž╣▄čbų├:³cäė"╔Ž╣▄"░┤ŌoŻ¼╠¦╣▄ÖCśŗīó▄ø╣▄╠¦╔²(łD╩Š)Ż¼╩╣Ųõ┬õ╚╦ĘŁ╔ĒŲ„ųąŻ¼╚╗║¾ĘŁ╔ĒŲ„▐Däė90Č╚(łD╩Š)Ż¼╩╣▄ø╣▄┬õ╚╦╣▄ū∙ųąĪŻ³cäė"ē║╣▄"░┤ŌoŻ¼═¼Ģrē║ÕFŽ┬┬õŻ¼š{╣Øē║ÕFĄ─Ė▀Č╚║═╬╗ų├Ż¼╩╣Ųõš²║├ē║į┌▄ø╣▄╬▓▓┐Ż¼▓ó─▄īó▄ø╣▄ē║╚╦╣▄ū∙Ąū▓┐(łD╩Š)ĪŻ
(2)ī”╔½ś╦╣ż╬╗:³cäė"╔½ś╦"░┤ŌoŻ¼Č©╬╗ĒöÕFŽ┬┬õš²║├Č©į┌▄ø╣▄┐┌▓┐ėų▓╗īó▄ø╣▄ē║ūāą╬ĪŻ═¼ĢrČ©╬╗▐D▌åē║Šo╣▄ū∙▓óĦäė╣▄ū∙▐DäėĪŻš{š¹╔½ś╦é„ĖąŲ„┼c▄ø╣▄ķgĄ─ŠÓļxŻ¼╩╣é„ĖąŲ„ńRŅ^Č╦├µ┼c▄ø╣▄ķgĄ─ŠÓļx×ķ(10Ī└13) mm,š{╣Øé„ĖąŲ„Ė▀Č╚Ż¼╩╣é„ĖąŲ„░l│÷Ą─ķLĘĮą╬╣Ō░▀┼c▄ø╣▄╔ŽĄ─╔½ś╦═¼Ė▀ĪŻīóé„ĖąŲ„╣Ō░▀ī”£╩▄ø╣▄╔ŽĄ─╗∙╔½▓┐ĘųŻ¼š{╣Øņ`├¶Č╚š{╣Øą²ŌoŻ¼╩╣ųĖ╩Š¤¶’@╩ŠūŅÅŖ;╚╗║¾īóĖąŲ„╣Ōelf£╩▄ø╣▄╔ŽĄ─╔½ś╦▓┐ĘųŻ¼š{╣Øņ`├¶Č╚š{╣Øą²ŌoŻ¼╩╣ųĖ╩Š¤¶’@╩ŠūŅ╚§(łD╩Š)ĪŻ
(3)╣Óčb╣ż╬╗:
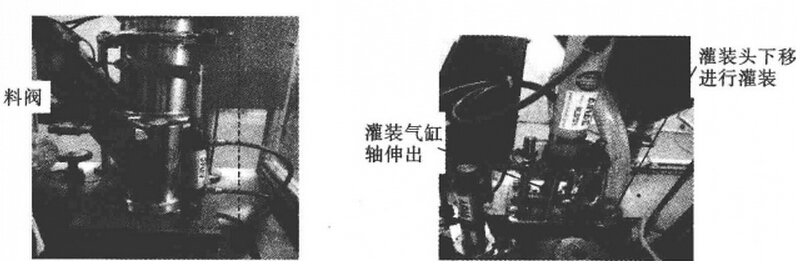
1)³cäė"┴Žķy"░┤Ōoę╗Ž┬Ż¼┴Žķy▀Mąąę╗┤╬ķ_ĻPäėū„(łD╩Š).
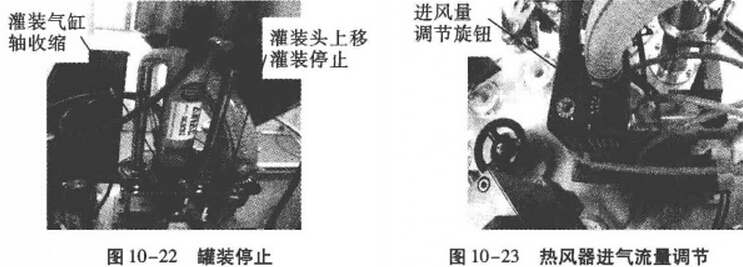
2)³cäė"┴ŽĖū"░┤ŌoŻ¼╣ÓčbŅ^Ž┬ąąĪŻš{╣Ø╣ÓčbŅ^Ą─Ė▀Č╚Ż¼╩╣ŲõŽ┬ĮĄ╣Óčb▄øĖÓ║¾┼c╣▄ā╚▄øĖÓ╚įėą▀m«öĄ─ŠÓļxŻ¼╝╚ę¬▒▄├Ō╣ÓčbŅ^▀^Ė▀Č°«a╔·ø_┴Ž¼FŽ¾Ż¼ėųę¬▒▄├Ō╣ÓčbŅ^▀^Ą═ø]╚╦▄øĖÓųąČ°«a╔·Ä¦┴Ž¼FŽ¾(łD╩Š╚ńŽ┬).š{╣Ø╣ÓčbŅ^ÜŌĖū╦┘┬╩Ż¼▓╗ę╦▀^┐ņ╗“▀^┬²Ż¼Ę±ätīóė░Ēæę║čbŠ½Č╚ĪŻ
(4)╝ė¤ß╣ż╬╗:
I)╝ė¤ß╣ż╬╗Ą─ÜŌĖūæ¬╠Äė┌ÜŌĖū▌S╔ņ│÷ĀŅæBĪŻ
2)Ė∙ō■╣▄ūėĄ─ķLČ╠š{╣Øš{╣░ēK╔ŽĄ─┬▌ßöŻ¼╩╣╝ė¤ß╬╗ų├į┌╣▄ā╚▒┌8Ī¬10 mmų«ķgĪŻ
3)Ė∙ō■▄ø╣▄Ą─▓─┘|Ż¼į┌£žČ╚┐žųŲāx▒Ē▒P╔ŽŅAįO╝ė¤ß£žČ╚ĪŻš{╣ؤߒLŲ„▀MÜŌē║┴”Īó▀MÜŌ┴„┴┐(łD╩Š)Ż¼╩╣Ų┌┴Ž▄ø╣▄żĮY×ķūŅ╝čĀŅæBĪŻ
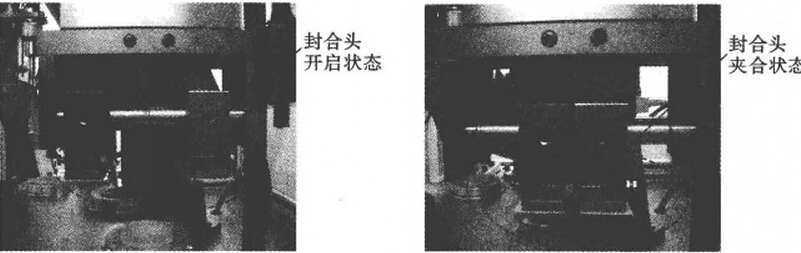
(5)ĘŌ║Ž╣ż╬╗:ĘŌ║ŽŅ^æ¬╠Äė┌ķ_åó╬╗ų├(łD╩Š)Ż¼░┤Ž┬"ĘŌ║Ž"░┤ŌoŻ¼ĘŌ║ŽŅ^ŖA║Ž(łD╩Š)ĪŻš{š¹ŖA║Ž│╠Č╚ĪŻ
(6)Ūą╬▓╣ż╬╗:äėĄČæ¬╠Äė┌ķ_åó╬╗ų├(Ž┬łD╩Š)Ż¼░┤Ž┬"ĘŌ║Ž"░┤ŌoŻ¼äėĄČ┼cČ©ĄČæ¬╠Äė┌ųž║Ž╬╗ų├(Ž┬łD╩Š)ĪŻ
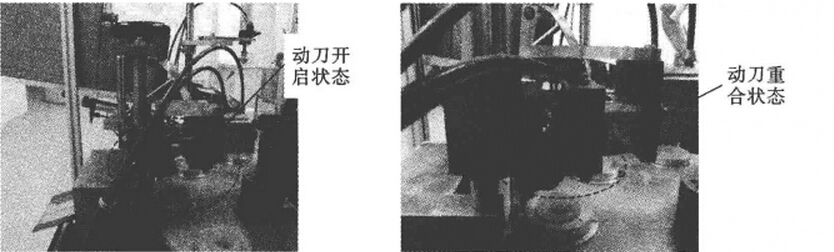
(7)│÷╣▄╣ż╬╗:Ēö│÷ŚUĄ─▀\äėæ¬┼c▐D▒PĄ─▀\äė═¼▓ĮŻ¼╝┤Ēö│÷ŚU▀\äėĢrŻ¼▐D▒P═Żų╣▀\äėŻ¼Ēö│÷ŚUŽ┬┬õ║¾▐D▒P▐Däėę╗éĆ╣ż╬╗(łDŽ┬╦∙╩Š)ĪŻ
(8)╣Óčb┴┐š{╣Ø:į┌╚╦ÖCĮń├µ▀xō±"╣Óčbš{š¹"ĀŅæBŻ¼┤╦Ģr’@╩Š"ūįäėš{š¹"║═"╩ųäėš{š¹"ā╔ĘN─Ż╩Į(łD╔Ž╦∙╩Š)ĪŻ
1)▀xō±"╩ųäėš{š¹"─Ż╩ĮŻ¼³c░┤"╝ė"╗“"£p"░┤ŌoŻ¼╣Óčb┴┐š{╣Ø┬▌ŚUį┌ļŖÖCĄ─ĦäėŽ┬╔Ž╔²╗“Ž┬ĮĄŻ¼╣ÓčbŽĄĮyėŗ┴┐ļSų«į÷╝ė╗“£p╔┘Ż¼╣Óčb┴┐═¼Ģrį÷╝ė╗“£p╔┘ĪŻ
2)▀xō±"ūįäėš{š¹"─Ż╩ĮŻ¼░┤Ž┬"į÷╝ė"╗“"£p╔┘"Ż¼į┌öĄō■┐“ųą▌ö╚╦į÷╝ė╗“£p╔┘Ą─Š▀¾wöĄō■Ż¼░┤Ž┬"åóäė"Ż¼╣ÓčbŽĄĮyėŗ┴┐ļSų«į÷╝ė╗“£p╔┘Ż¼╣ÓčbūŅ═¼Ģrį÷╝ė╗“£p╔┘ĪŻ
3)ĘQ╚Ī╣ÓčbĄ─┘|┴┐Ż¼Ė∙ō■ę¬Ū¾▀Mąą╝Ü╬óš{š¹Ż¼ų▒ų┴Ę¹║Žę¬Ū¾ĪŻ
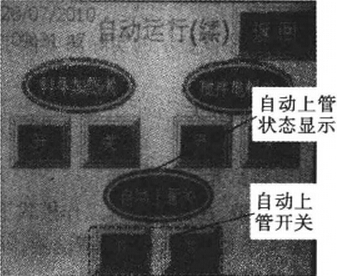
4.ūįäė▀B└m╣ÓčbĘŌ╬▓
(1)▀xō±"ūįäė▀\ąą"─Ż╩ĮŻ¼į┌ūįäė▀\ąą▓┘ū„Įń├µ╔ŽŻ¼ę└┤╬░┤Ž┬"ų„ÖC"Īó"╔½ś╦"Īó"╣Óčb"Ą─┐žųŲ░┤Ōo"ķ_"Ż¼▀\ąąĀŅæBĘųäeķWĀq’@╩Š×ķ"ų„ÖCķ_"Īó"╔½ś╦ķ_"Īó"╣Óčbķ_";░┤Ž┬"└^└m"░┤ŌoŻ¼▀M╚╦ūįäė▀\ąą(└m)▓┘ū„Įń├µŻ¼░┤Ž┬"ūįäė╔Ž╣▄"×ķ"ķ_"Ż¼▀\ąąĀŅæB’@╩Š×ķ"ūįäė╔Ž╣▄ķ_"(łDŽ┬╦∙╩Š)Ż¼░┤Ž┬"ĘĄ╗ž"░┤ŌoŻ¼ĘĄ╗žūįäė▀\ąą▓┘ū„Įń├µĪŻ
į┘░┤Ž┬"åóäė"░┤ŌoŻ¼▀\ąąĀŅæB’@╩Š×ķ"▀\ąą"Ż¼į┌ūāŅlŲ„╔ŽĒśĢrßśŠÅ┬²▐Däė"╦┘┬╩š{š¹"ą²ŌoŻ¼▐D▒Pķ_╩╝▐DäėŻ¼öĄūų┤¾▀\ąą┐ņŻ¼öĄūųąĪ▀\ąą┬²Ż¼Ė∙ō■ąĶę¬į÷┤¾╗“£pąĪ▐D▒P▐D╦┘ĪŻ
┤╦ĢrŻ¼╔Ž╣▄Īóī”╔½ś╦Īó╣ÓčbĪó╝ė¤ßĪóĘŌ║ŽĪóėĪūųĪóŪą╬▓Īó│÷╣▄═¼Ģr╣żū„Ż¼ÖCŲ„▀M╚╦ūįäė▀\ąąĀŅæBĪŻ░┤Ž┬"═Żų╣"░┤ŌoŻ¼Ė„╣ż╬╗═Żų╣╣żū„Ż¼Ą½▐D▒P╚į╚╗▐DäėŻ¼īó"ų„ÖC┐žųŲ"ų├ė┌"ĻP"╬╗ų├Ż¼ÖCŲ„═Żų╣╣żū„ĪŻ
(2)░┤Ž┬’L▒├┐žųŲķ_ĻP"ķ_"Ż¼▀\ąąĀŅæB’@╩Š"’L▒├┐žųŲķ_"Ż¼š{╣Ø▀MÜŌ┴„┴┐┤¾ąĪ×ķ2.5ĪŻ
(3)į┌┤“ķ_└õģs╦«Ą─ŪķørŽ┬Ż¼░┤Ž┬ĘŌ║Ž╝ė¤ßķ_ĻP"ķ_"Ż¼▀\ąąĀŅæB’@╩Š"ĘŌ║Ž╝ė¤ßķ_"Ż¼£žČ╚┐ņ╦┘╔Ž╔²Ż¼ų▒ų┴īŹļH£žČ╚┼cŅAų├£žČ╚ŽÓĄ╚▓óĘĆČ©į┌ŅAįO£žČ╚ĪŻ
(4)┤“ķ_╣▄▓█│÷┐┌Ż¼ķ_╩╝ūįäėŲ▓čbĘŌ╬▓ĪŻ
5.ĻPÖC
(1)ę└┤╬░┤Ž┬ų„ÖCĪó╔½ś╦Īó╣ÓčbĄ─┐žųŲ░┤Ōo"ĻP"Ż¼▀\ąąĀŅæBĘųäeķWĀq’@╩Š×ķ"ų„ÖC═Ż"Īó"╔½ś╦ĻP"Īó"╣ÓčbĻP"ĪŻ░┤"═Żų╣"░┤ŌoŻ¼▀\ąąĀŅæB’@╩Š×ķ"═Żų╣"(łD╩Š)Ż¼ą²▐D"╦┘┬╩š{š¹"ą²Ōoų┴ūŅąĪĪŻ
(2)ĻPķ]"ĘŌ║Ž╝ė¤ß"ķ_ĻPŻ¼«ö£ž┐žāx’@╩ŠĄ─īŹļH£žČ╚Ą═ė┌40Īµ║¾ĻPķ]"’L▒├┐žųŲ"ķ_ĻPŻ¼ĻPķ]└õ─²╦«ķyķTĪŻ
(3)═╦│÷▓┘ū„Įń├µŻ¼ĻPķ]ÖCŲ„ļŖį┤ķ_ĻPĪŻ
6.ÖCŲ„ŪÕ└Ē
(1)╦╔ķ_┴Ž═▓Ž┬Č╦▒¦╣┐Ż¼┐╔īó┴Ž═▓▓Ž┬ŪÕŽ┤ĪŻ
(2)┴Ž═▓ŪÕŽ┤║¾Ż¼čb╚╦▀m┴┐ŪÕŽ┤ę║Ż¼į┌ūįäė▀\ąą╣żū„─Ż╩ĮŽ┬Ż¼ų╗░┤Ž┬"╣Óčb"ķ_ĻP░┤Ōo"ķ_"Ż¼░┤Ž┬"åóäė"░┤ŌoŻ¼į┌╣ÓčbŅ^Ž┬ė├ę╗╚▌Ų„Įė╩šŪÕŽ┤ę║Ż¼═©▀^╣Óčb▓┘ū„ŪÕŽ┤┴ŽķyĪó┴ŽĖūĪó▀BĮė╣▄║═╣ÓčbŅ^ĪŻ╗“š▀į┌╩ųäėš{š¹╣żū„─Ż╩ĮŽ┬Ż¼▀B└m³cäė"┴ŽĖū"░┤ŌoŻ¼▓óė├ę╗╚▌Ų„Įė╩šŽ┤£ņę║ĪŻ
(3)ŪÕ└ĒÖCŲ„Ą─Ė„éĆ╣ż╬╗ĪŻ
▄ø╣▄ūįäė╣ÓčbĘŌ╬▓ÖC▓┘ū„šf├„-╠žäe╠ß╩Š
1.ķ_åóĘŌ║Ž╝ė¤ß▒žĒÜ░┤ššŽ┬┴ąĒśą“▀Mąą:ķ_åó└õ─²╦«╚~┤“ķ_’L▒├┐žųŲķ_ĻPŻ¼╩╣┴„ūŅėŗ╠Äį┌┤“ķ_ĀŅæBŻ¼ē║┴”ķ_ĻPėąÜŌē║ę╗┤“ķ_ĘŌ║Ž╝ė¤ßķ_ĻPĪŻĘ±ätīóĢ■¤²ē─¤ß’LŲ„ĪŻ
2.ĻPķ]ĘŌ║Ž╝ė¤ßĄ─Ēśą“┼cķ_åóĄ─Ēśą“ŽÓĘ┤:ĻPķ]ĘŌ║Ž╝ė¤ßķ_ĻPę╗«ö£žČ╚ĮĄų┴40ĪµęįŽ┬║¾Ż¼ĻPķ]’L▒├┐žųŲķ_ĻP╚~ĻPķ]└õ─²╦«ķ_ĻPĪŻ
3.š{╣Ø╣Óčb┴┐ĢrŻ¼╣Óčb┴┐š{╣Ø┬▌ŚUæ¬į┌▀m«öĄ─ĘČć·ā╚╔²ĮĄŻ¼▓╗─▄╔Ž╔²▀^Ė▀╗“Ž┬ĮĄ▀^Ą═ĪŻ
4.«ö▄ø╣▄▒Ē├µĘ┤╣ŌÅŖ┴ęĢrŻ¼æ¬īóé„ĖąŲ„āAą▒15ĪŃĘ┼ų├ĪŻ
5.Č©Ų┌Ž“Ė„é„äė▓┐╬╗Ą─ī¦ŚU╔Ž═┐─©▀m┴┐Ą─ØÖ╗¼ė═Ż¼į┌┴ŽĖūÜŌĖūŽ┬▓┐Ą─┬▌ŚU╔Ž═┐─©ūŃ┴┐Ą─ØÖ╗¼ų¼ĪŻ
6.Č©Ų┌Öz▓ķÜŌį┤Č■┬ō╝■ėęé╚Ą─ė═ņFŲ„Ż¼▒Ż│ų▀m┴┐Ą─╣┴ā¶═Ė├„ė═ĪŻ▄ø╣▄ūįäė╣ÓčbĘŌ╬▓ÖC╣żū„ĢrĄ╬ė═╦┘┬╩ęį├┐10sū¾ėę1Ą╬×ķę╦ĪŻ
╔Žę╗Ų¬Ż║╬ÕĮ┬▌Įz░³čbÖC░³čbęĢŅl 2015/4/10
Ž┬ę╗Ų¬Ż║┬▌Įz░³čbÖCĮķĮB 2014/3/26